Ultradur® S 4090 G4 BK05110
聚對(duì)苯二甲酸丁二酯+ASA (PBT+ASA)
德國(guó)巴斯夫-BASF Corporation
產(chǎn)品說(shuō)明:
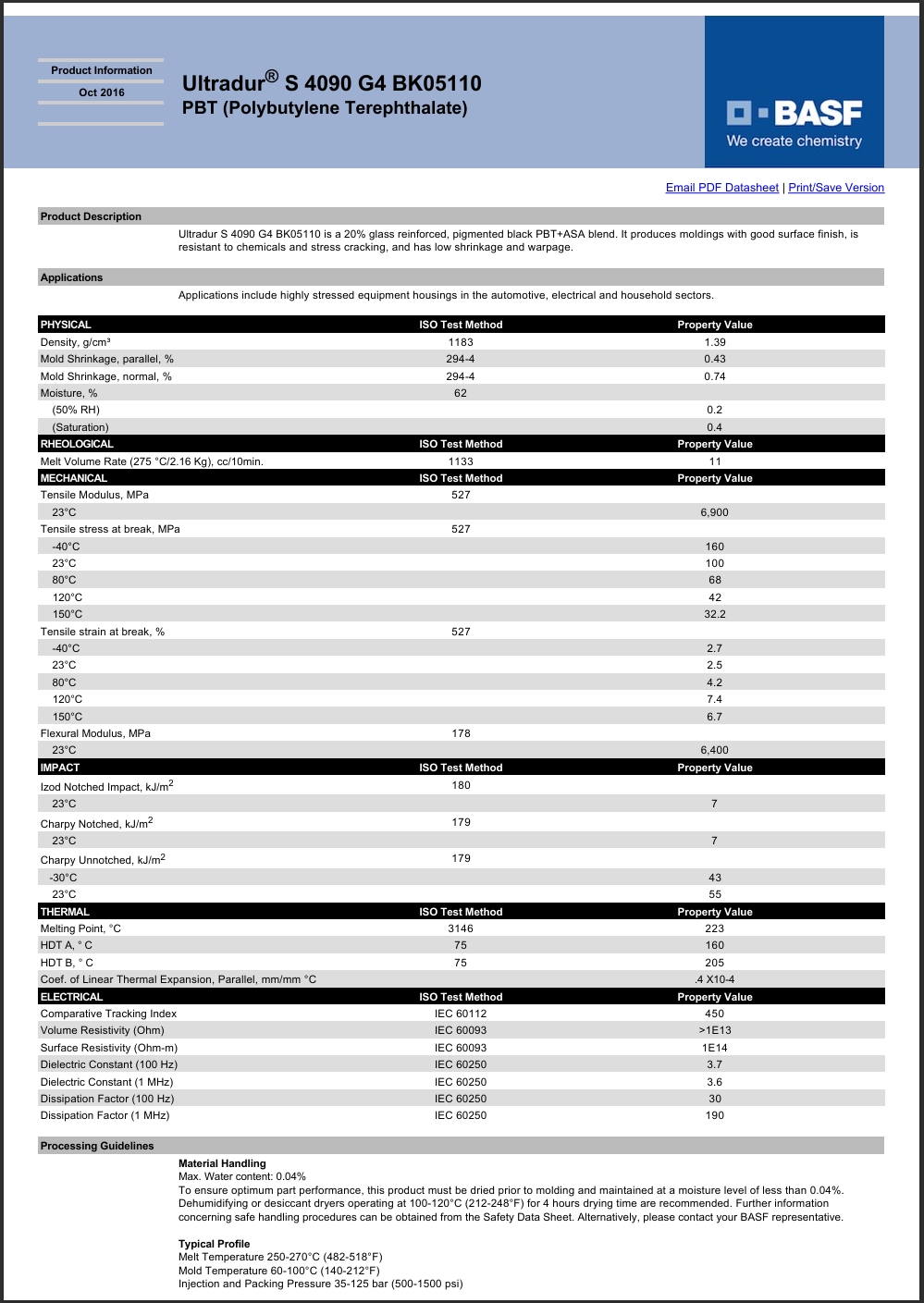
Ultradur S 4090 G4 BK05110 is a 20% glass reinforced, pigmented black PBT+ASA blend. It produces moldings with good surface finish, is resistant to chemicals and stress cracking, and has low shrinkage and warpage.
Applications
Applications include highly stressed equipment housings in the automotive, electrical and household sectors.
ul證書(shū)號(hào):E41871-233617
增強(qiáng)材料:玻璃纖維20%增強(qiáng)
材料特性:低翹曲,耐化學(xué)品良好,收縮性低,優(yōu)良外觀,Good ESCR (Stress Crack Resist.)
材料用途:電器外殼,家用貨品,汽車(chē)領(lǐng)域的應(yīng)用,外殼
加工方法:黑色粒子注射成型
供貨地區(qū):北美洲
中國(guó)代理:蘇州希普能工程塑料
Ultradur® S 4090 G4 BK05110巴斯夫中文加工參數(shù)表
| 物理性能 | 額定值 | 單位制 | 測(cè)試方法 |
| 密度 | 1.39 | g/cm³ | ISO 1183 |
| 熔融體積流量(MVR)(275℃/2.16kg) | 11 | cm³/10min | ISO 1133 |
| 收縮率 | ISO 294-4 | ||
| 垂直 | 0.74 | % | |
| 流動(dòng) | 0.43 | % | |
| 吸水率 | ISO 62 | ||
| 飽和,23℃ | 0.40 | % | |
| 平衡,23℃,50% RH | 0.20 | % | |
| 機(jī)械性能 | 額定值 | 單位制 | 測(cè)試方法 |
| 拉伸模量(23℃) | 6900 | MPa | ISO 527-1 |
| 拉伸應(yīng)力 | ISO 527-2 | ||
| 斷裂,-40℃ | 160 | MPa | |
| 斷裂,23℃ | 100 | MPa | |
| 斷裂,80℃ | 68.0 | MPa | |
| 斷裂,120℃ | 42.0 | MPa | |
| 斷裂,150℃ | 32.2 | MPa | |
| 拉伸應(yīng)變 | ISO 527-2 | ||
| 斷裂,-40℃ | 2.7 | % | |
| 斷裂,23℃ | 2.5 | % | |
| 斷裂,80℃ | 4.2 | % | |
| 斷裂,120℃ | 7.4 | % | |
| 斷裂,150℃ | 6.7 | % | |
| 彎曲模量(23℃) | 6400 | MPa | ISO 178 |
| 沖擊性能 | 額定值 | 單位制 | 測(cè)試方法 |
| 簡(jiǎn)支梁缺口沖擊強(qiáng)度(23℃) | 7.0 | kJ/m² | ISO 179 |
| 簡(jiǎn)支梁無(wú)缺口沖擊強(qiáng)度 | ISO 179 | ||
| -30℃ | 43 | kJ/m² | |
| 23℃ | 55 | kJ/m² | |
| 懸壁梁缺口沖擊強(qiáng)度(23℃) | 7.0 | kJ/m² | ISO 180 |
| 熱性能 | 額定值 | 單位制 | 測(cè)試方法 |
| 載荷下熱變形溫度 | |||
| 0.45 MPa,未退火 | 205 | ℃ | ISO 75-2/B |
| 1.8 MPa,未退火 | 160 | ℃ | ISO 75-2/A |
| 溶融溫度(DSC) | 223 | ℃ | ISO 3146 |
| 線形熱膨脹系數(shù)-流動(dòng) | 4.0E-5 | cm/cm/℃ | |
| 電氣性能 | 額定值 | 單位制 | 測(cè)試方法 |
| 表面電阻率 | 1.0E+14 | ohms | IEC 60093 |
| 體積電阻率 | > 1.0E+15 | ohms·cm | IEC 60093 |
| 介電常數(shù) | IEC 60250 | ||
| 100 Hz | 3.70 | ||
| 1 MHz | 3.60 | ||
| 耗散因數(shù) | IEC 60250 | ||
| 100 Hz | 3.0E-3 | ||
| 1 MHz | 0.019 | ||
| 漏電起痕指數(shù) | 450 | V | IEC 60112 |
| 注射 | 額定值 | 單位制 | |
| 干燥溫度 | 100到120 | ℃ | |
| 干燥時(shí)間 | 4.0 | hr | |
| 建議的最大水分含量 | 0.040 | % | |
| 加工(熔體)溫度 | 250到270 | ℃ | |
| 模具溫度 | 60到100 | ℃ | |
| 注塑壓力 | 3.50到12.5 | MPa | |
| 注射速度 | 快速 | ||
| 背壓 | < 1.00 | MPa | |