



塑料退火
1. 定義
塑料的退火是二次加工過程,用介質(zhì)比如液體 (水,油,乙二醇等) 或空氣,加熱到在玻璃化轉(zhuǎn)變溫度(Tg) 和熔融溫度(Tm) 之間,并保持溫度一段時間,然后緩慢冷卻塑料。塑料退火的條件取決于加工方法 (注射,擠出等),并且必須根據(jù)產(chǎn)品的要求適當調(diào)整條件。
2. 效果
(1) 通過加速成型后收縮來改善尺寸穩(wěn)定性。
結(jié)晶塑料,如POM,PA和PBT,由于其規(guī)則的分子取向而在凝固時具有巨大的體積變化。結(jié)晶塑料在固體狀態(tài)下分為結(jié)晶區(qū)和非晶區(qū),當非晶區(qū)在高溫下變?yōu)榻Y(jié)晶時產(chǎn)生體積減小,這種現(xiàn)象被稱為成型后收縮。成型后收縮的程度取決于加工條件,如模具溫度、注塑溫度、甚至是零件的厚度。磨具溫度越低,成型后收縮越大。
[增加尺寸穩(wěn)定性的方法]
1) 注射過程中保持較高的模具溫度
注塑時,高模具溫度可加速結(jié)晶,從而可減少成型后收縮。一般來說,如果模具溫度高于正常使用溫度,則通常不需要退火。
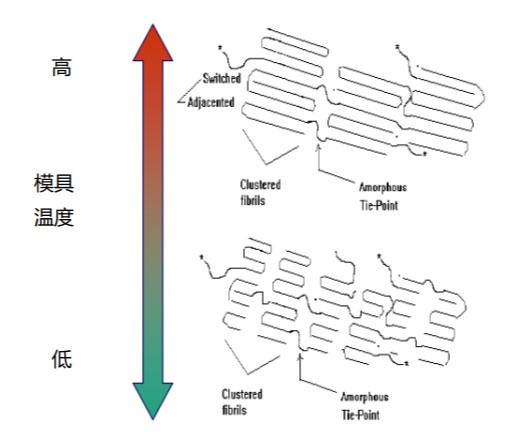
圖1. 基于模具溫度的晶體結(jié)構(gòu)
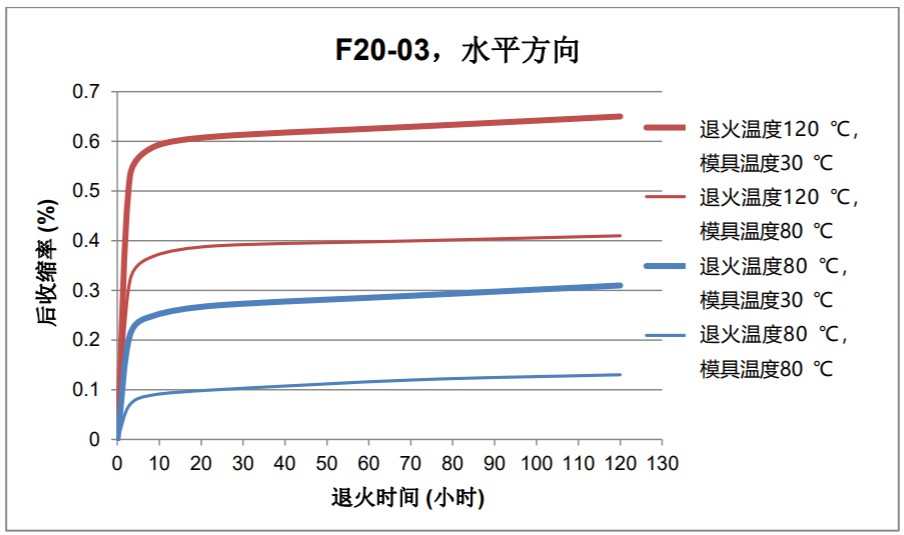
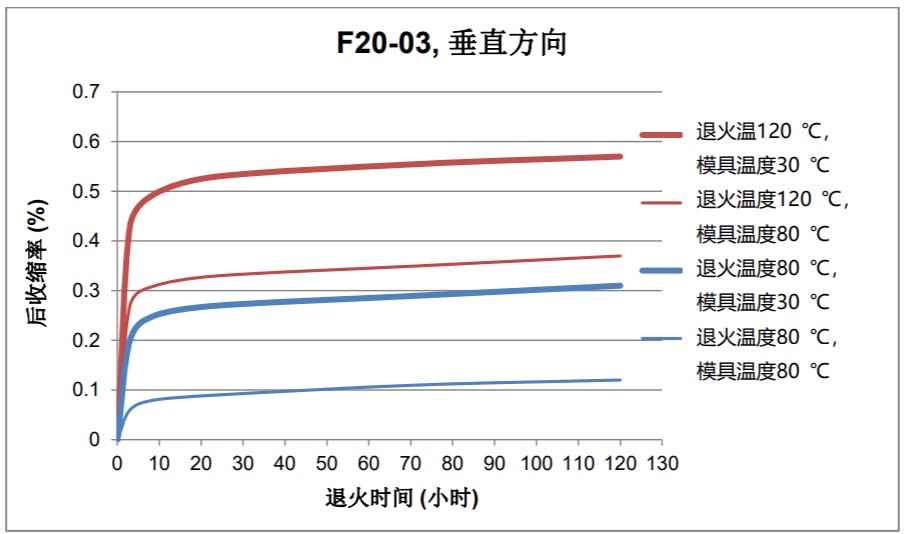
圖2. 不同退火時間的模塑后收縮率變化
[KEPITAL F20-03, t= 2mm]
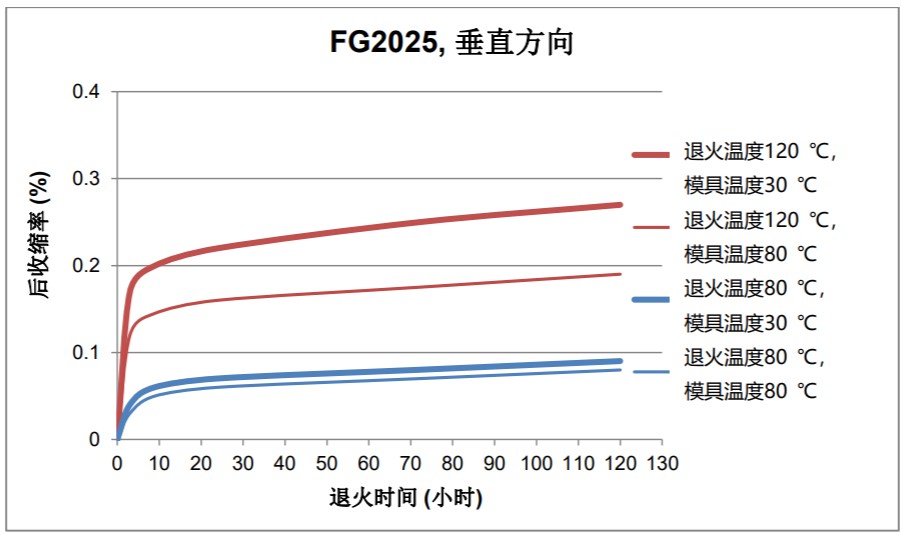
圖3. 不同退火時間的模塑后收縮率變化
[KEPITAL FG2025(25%玻纖增強, t = 2mm]
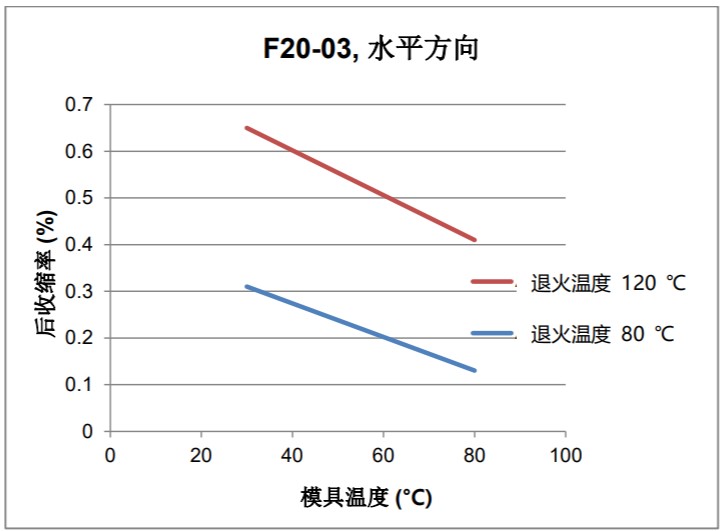
圖4. 不同模具溫度的模塑后收縮率變化
[KEPITAL F20-03, t = 2mm]
2) 退火
是在一定時間內(nèi)將部件置于高溫條件下以在使用前加速結(jié)晶的方法。因此,在使用期間不會發(fā)生進一步的收縮。
(2) 提高抗開裂性[松弛部件的內(nèi)應(yīng)力]
在注塑或擠出過程中,部件會產(chǎn)生殘余應(yīng)力。在熔融樹脂流入型腔或擠出的定型模具時發(fā)生的應(yīng)力、塑料冷卻時不同部位不均勻的冷卻、表面和內(nèi)部冷卻速度的差異(表面冷卻速度更快)等因素會引起收縮,密度和結(jié)晶度的差異產(chǎn),從而使部件產(chǎn)生內(nèi)應(yīng)力。除此之外,后處理(如切割,鉆孔,縫紉等)、焊接和粘合點都會產(chǎn)生這種類型的應(yīng)力。問題是很容易在應(yīng)力點發(fā)生開裂、斷裂和翹曲。當然,雖然它會過一段時間后自然減少,但需要相對較長的時間,因此人為地加熱整個部件可以縮短此過程。
(3) 改善機械性能
通常,退火可以使部件的密度、拉伸強度、彎曲強度和玻璃化轉(zhuǎn)變溫度有所增加。同時,降低沖擊強度,伸長率。
(4) 耐熱性的提高
由于退火過程中結(jié)晶度的增加,存在改善耐熱性的可能性。
3. 過程機理
理論上,退火溫度必須高于塑料的玻璃化轉(zhuǎn)變溫度(Tg),并且應(yīng)力松弛在該溫度下快速進行。然而,該溫度也會引起翹曲和扭曲,因此必須在基于應(yīng)力松弛的最大尺寸變化限度內(nèi)快速進行退火。此時,最佳退火溫度取決于厚度、形狀、體積、熱加工歷史和零件幾何形狀;這些可以通過實驗來決定。
建議將退火溫度設(shè)定為低于部件允許的最大變形范圍的溫度5 ℃,通過將部件放入烘箱或浴槽中,并以3~5 ℃的升溫間隔來測試。由于該方法很難實際應(yīng)用,建議將聚酰胺的退火溫度設(shè)定在80 ℃左右。在此溫度之下,沒有退火效應(yīng),而在此溫度之上,水可以蒸發(fā)并且還存在溫度過高的風險,因此,適合的溫度將是80 ℃。
退火所需的時間由零件的厚度、形狀、退火介質(zhì)決定,建議通過測試來選擇。冷卻速度取決于厚度,并且必須保持零件外部和內(nèi)部之間均勻的冷卻溫度。
一般來說,如果零件的厚度很薄,則冷卻速度很快,反之亦然。但是,請記住,如果冷卻速度過快或過慢的話,內(nèi)部和外部之間的冷卻速度不同會導致其他殘余應(yīng)力。
4. 退火介質(zhì)
退火介質(zhì)也是退火效果的一個因素。液體比空氣傳遞熱量更快,因此該過程可以很快完成。但是,它受液體熱性能的影響,因此必須加以考慮。熱空氣被廣泛使用,但尼龍必須用液體處理以避免氧化。水是最好的退火介質(zhì),但沸點太低,因此它與表面活性劑一起使用,以升高沸點和提高部件表面的吸水性。特別是對尼龍樹脂而言,注塑部件通常在70~90 ℃浸水處理20~40分鐘。通過火腿可以防止產(chǎn)品因吸水而引起的性能或尺寸的變化,同時可以增加部件的機械性能,如強度和韌性。
5. 注塑部件的退火方法
注塑件的退火溫度必須根據(jù)使用溫度進行調(diào)整。一般來說,它比使用溫度高10~20 ℃。也就是說,如果一個部件的使用溫度為80 ℃,適當?shù)耐嘶饻囟纫话銥?0~10 ℃。退火溫度比使用溫度高20 ℃也是可以的,但如果退火溫度過高,可能會出現(xiàn)變色等問題,因此需要特別注意。盡管注塑部件的一般推薦退火時間約為3小時,但是薄壁和高模具溫度可以縮短退火時間。最好的方法是通過測試找到合適的時間。
6. 擠出部件的退火方法
與注射部件相比,像棒材和板材等厚的擠出部件具有不同的退火條件。通常,棒材和板材必須經(jīng)歷比注塑部件相對更高溫度和更長時間的退火過程。
(1) 油浴退火
1) 使用設(shè)備:電加熱油浴
2) 用油
① 聚甲醛樹脂:精制石蠟退火油
② 尼龍樹脂
i) 烴油或蠟
ii) 高熔點惰性礦物油
3) 退火方法(聚甲醛共聚物的棒材退火條件)
① 油預熱至80 ℃
② 將擠出棒材放入浴槽中
③ 加熱至145~150 ℃
④ 保持145~150 ℃
⑤ 緩慢冷卻至80 ℃
⑥ 取出擠出棒材
⑦ 用三氯乙烯洗滌部件
4) 退火時間:取決于擠出部件的厚度或直徑。
(2) 空氣退火
1) 使用設(shè)備:空氣循環(huán)烘箱(最好用氮氣填充)
2) 應(yīng)用樹脂
① 空氣退火方法會導致變色,因此不推薦用于尼龍樹脂。
② PE,PP和POM(聚甲醛樹脂)通常推薦使用空氣退火法。
[表1] 聚甲醛棒材退火條件
| 分類 | 溫度 | 持續(xù)時間 (直徑100mm以下) | 持續(xù)時間(大直徑) |
| 烘箱升溫 | 室溫至145℃ | 3小時20分鐘 | 24小時 |
| 退火 | 145℃ | 1000分鐘(16小時40min) | 48~72小時 |
| 冷卻烘箱至40~50℃ | 145℃至室溫 | 6小時 | 36小時 |
| 總共 | 26小時 | 108~132小時 | |
7. 注意事項
退火不是必需的,不必要的退火可能產(chǎn)生由于較高收縮率導致的尺寸問題。 此外,退火并不是都能解決應(yīng)力。為了獲得高質(zhì)量的產(chǎn)品,需要精確的設(shè)計、適當?shù)牟牧线x擇和加工技術(shù)來減少加工誤差。建議盡可能避免以退火作為后處理。
(1) 玻纖增強產(chǎn)品各向異性的注意事項
玻纖增強產(chǎn)品可產(chǎn)生各向異性。 這受到零件厚度、澆口位置和產(chǎn)品形狀的影響。
(2) 不要將帶有金屬嵌件的產(chǎn)品退火
帶有金屬嵌件的產(chǎn)品,由于溫度變化,在靠近金屬嵌件的部位應(yīng)力會增加,從而嵌件周圍有可能產(chǎn)生裂縫。(特別是在熔接線附近)
(3) 預防過度退火
一般來講,過度退火會引起諸如變色、分解、表面起泡和其他不期望的問題。 為此,建議在測量產(chǎn)品實際尺寸的基礎(chǔ)上找到退火條件。
原文鏈接:http://www.whzyzx.cn/skill/jishuleibieA/KEP/suliao.html 轉(zhuǎn)載請注明來源
上一篇:KEP塑料的耐候性實驗
下一篇:寶理FR-PET塑料成型工藝