



寶理FR-PET塑料成型工藝
FR-PET是因飲料瓶而聞名的塑料
長期以來,作為高分子塑料,PET(聚對苯二甲酸乙二醇酯)得到了廣泛的應(yīng)用,其用途已擴(kuò)大到聚酯合成纖維、聚酯薄膜及飲料瓶等許多領(lǐng)域.
FR-PET是以玻璃纖維增強(qiáng)的PET塑料,機(jī)械特性和耐熱性大幅度提高,廣泛用于各個領(lǐng)域.
一.成型加工特性
1.流動性
FR-PET是流動性優(yōu)良的成型材料.特別是難燃性品種的流動性更好(圖1).圖2表示了在標(biāo)準(zhǔn)成型條件下薄板成型品的流動長度.
圖1.螺旋流動
圖2.流動性
2.熔合紋強(qiáng)度
如表1-1所示,熔合紋部分的強(qiáng)度是非熔合紋部分的40%左右.熔合紋強(qiáng)度可用成型條件來進(jìn)行若干提高,但基本上請采取改變澆口位置或成型品形狀(如提高厚度)等對策.
| 品種 | 拉伸強(qiáng)度(MPa) | |
| 無熔合紋 | 有熔合紋 | |
| C9030 | 142 | 54 |
| CN9030 | 152 | 55 |
3.物性的方向性
因玻璃纖維的取向,成型品在機(jī)械強(qiáng)度及尺寸特性上產(chǎn)生方向性(表2).所以,除非可明顯預(yù)測流動方向的場合,否則,考慮到玻璃纖維的取向問題,在實(shí)際使用時務(wù)請以商品目錄中強(qiáng)度值的70%作為大致目標(biāo)來設(shè)計機(jī)械強(qiáng)度.
表2.物性的方向性
品種:CN9030
| 特性 | 方向 | |||
| 流動方向 | 垂直方向 | |||
| 強(qiáng)度 | 彎曲強(qiáng)度 | Mpa | 201 | 127 |
| 彎曲性率 | Gpa | 8.8 | 4.5 | |
| 沖擊強(qiáng)度(帶缺口) | J/m | 83 | 54 | |
| 尺寸 | 成型收縮率 | % | 0.18 | 1.11 |
| 線膨脹系數(shù) | 10-5l/☆ | 2.2 | 6.76 | |
二.制品設(shè)計
1.拐角圓弧
拐角處沒有圓弧會產(chǎn)生很大的應(yīng)力集中,務(wù)請在拐角處設(shè)置盡可能大的圓弧(圖3).
圖3.圓弧與沖擊強(qiáng)度
2.嵌入
為了提高10mm以下嵌入的保持力,務(wù)請設(shè)置滾花或其它防抽出、防轉(zhuǎn)動的形式.
3.拔模斜度
拔模斜度以1度以上為宜,務(wù)請至少設(shè)置為0.5度以上.
4.翹曲
成型品有時產(chǎn)生翹曲和變形,其主要原因是由于玻璃纖維取向所造成的成型收縮率方向性.
有效的對策是研究澆口位置和數(shù)量.
5.凹痕
在外觀用途上需避免凹痕時,請將肋條厚度設(shè)置為基體厚度的三分之一以下.
6.自攻螺紋
自攻螺紋的凸臺形狀如表3所示,請偏大設(shè)計下孔.
| 螺絲直徑(mm) | 形狀 | |
| 下孔徑(mm) | 凸臺外徑(mm) | |
| 3 | 2.7 | 7 |
| 4 | 3.6 | 9 |
| 5 | 4.5 | 11 |
表3.自攻螺紋的凸臺形狀
圖4.螺紋強(qiáng)度
三.模具的設(shè)計
1.成型收縮率
由于玻璃纖維的取向關(guān)系,成型收縮有很大的方向性(圖5、6、7).對于形狀復(fù)雜的成型品,準(zhǔn)確預(yù)測其流動方向是困難的,所以,務(wù)請以0.4~0.6%為成型收縮率的大致目標(biāo),進(jìn)行模腔側(cè)偏小、模芯側(cè)偏大的最初模具設(shè)計,以便通過試作來修改模具.
圖5.模具溫度與成型收縮率
圖6.成型品厚度與成型收縮率
圖7.玻璃纖維含量與成型收縮率
2.流道和澆口的形狀
流道和澆口的斷面形狀為圓形,基本尺寸請按圖8、9來決定.多腔模具時,重要的是各模腔內(nèi)樹脂同時充填完畢.為此,請用流道調(diào)整平衡.
圖8.流道直徑概算圖
圖9.澆口直徑概算圖
3.模具材質(zhì)
模具的摩損壽命受硬度的影響比受材質(zhì)的影響還大.圖10表示了鋼材硬度與壽命的大致關(guān)系.對于ULV-0品種,除了摩擦之外,還要考慮耐腐蝕性.所以,建議您使用表4中帶有●、◎的鋼材.
圖10.鋼材硬度與壽命的大致關(guān)系
表4.各種模具鋼材的耐腐蝕性
| 鋼材 | 符號 | 硬度 | FR-PET | PBT |
| HRC | (V-0) | (V-0) | ||
| 不銹鋼 | SUS310S | 12.7 | ↑ | ↓ |
| (奧氏體系) | ||||
| 不銹鋼 | SUS316L | 4.1 | ↑ | ↓ |
| (奧氏體系) | ||||
| 不銹鋼 | SUS410 | 42.5 | ← | ↓ |
| (鐵素體系) | ||||
| UL模具鋼 | UL-B | 35 | ↓ | ↓ |
| UL模具鋼 | UL-C | 35.2 | ↓ | ↓ |
| 沉淀硬化鋼 | PSL | 45 | ↓ | ↓ |
| 馬氏體時效鋼 | YAG-300 | 54.8 | ↓ | ↓ |
| 高速鋼 | SKH 2 | 66.4 | ?? | ?? |
| 高速鋼 | SKH 51 | 65.2 | ∵ | ∵ |
| 合金工具鋼 | SKD 11 | 61.8 | ↓ | ← |
| 合金工具鋼 | SKD 61 | 49.3 | ?? | ∵ |
| 高硅系不銹鋼 | HSiS | 42 | ↑ | ↑ |
| 機(jī)械結(jié)構(gòu)碳素鋼 | S55C | 28 | ∵ | ∵ |
注:●-不變,◎-略變色,○-生成薄銹皮,△-生成厚銹皮,×-腐蝕變色
暴露條件:FR-PET 280℃、5小時.PBT 255℃、5小時
4.制品設(shè)計、模具設(shè)計實(shí)例
①氣體燒焦、熔合紋缺陷
最終流動部分不到分界面上來時,由于沒有空氣排出場所而產(chǎn)生氣體燒焦或熔合紋缺陷.圖11是表示變壓器線圈骨架的熔合紋缺陷的實(shí)例.在絕緣方面最重要的線圈部分產(chǎn)生了熔合紋缺陷.端沿的厚度改變后,解決了該問題.
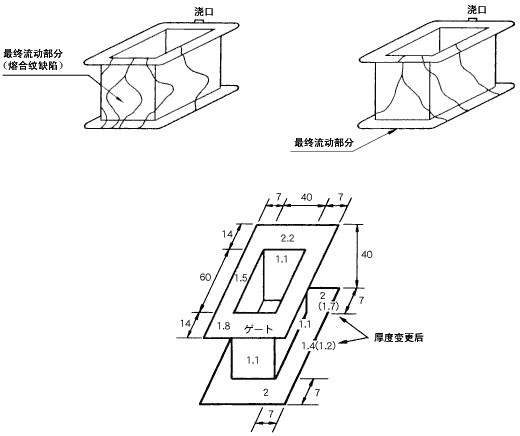
圖11.變壓器線圈骨架的熔合紋缺陷實(shí)例
②流道平衡
對于多腔模具,從尺寸精度及物性均勻性的觀點(diǎn)來看,最重要的就是使全部模腔同時完成充填.如圖12所示,改變各流道的斷面尺寸后,使全部模腔同時完成了充填.
圖12.多腔模具的流道平衡實(shí)例
四.成型條件
1.預(yù)干燥
粒料的預(yù)干燥非常重要.預(yù)干燥不充分,成型品會變脆(請參照圖13~16).關(guān)于干燥機(jī),推薦您使用除濕型.如果干燥后在常溫下放置,粒料就會在短時間內(nèi)因吸收水分而達(dá)到平衡水分率.務(wù)請保持溫度,以免吸收水分.
圖13.干燥時間與拉伸強(qiáng)度
圖14.干燥條件與沖擊強(qiáng)度
圖15.干燥曲線
圖16.吸水率
2.熱分解
成型時塑料溫度過高,或在料筒內(nèi)滯留時間過長,就會產(chǎn)生熱分解,降低強(qiáng)度(請見圖17~19).因此,請勿過高設(shè)定料筒溫度.請縮短成型周期,使用容量與一次注射量相平衡的成型機(jī),以免塑料在料筒內(nèi)滯留時間過長.
圖17.成型溫度與拉伸強(qiáng)度
圖18.成型溫度與沖擊強(qiáng)度
圖19.料筒內(nèi)的滯留與強(qiáng)度
3.再生塑料的使用
再生塑料因經(jīng)歷了熱過程而分子量降低,大量混合這種塑料就會導(dǎo)致強(qiáng)度下降(請見圖20、21).特別是務(wù)請避免再生使用已發(fā)生水解及熱解的成型品及流道.
圖20.再生材料混合率與拉伸強(qiáng)度
圖21.再生材料混合率與沖擊強(qiáng)度
表5.再生材料的混合與燃燒性:CN9030
| 再生材料 | 再生次數(shù) | |||||
| 混合率 | 0 | 1 | 2 | 3 | 4 | 5 |
| 30% | V-0 | V-0 | V-0 | V-0 | V-0 | V-0 |
| 50% | V-0 | V-0 | V-0 | V-0 | V-2 | V-2 |
4.標(biāo)準(zhǔn)成型條件實(shí)例
FR-PETC9030系列的標(biāo)準(zhǔn)成型條件如表4-2所示.
表6.標(biāo)準(zhǔn)成型條件
| 品種 | 模具溫度 | 料筒溫度(℃) | 注射壓力 | 螺桿轉(zhuǎn)數(shù) | 干燥* | |||
| (℃) | N | C1 | C2 | C3 | (MPa) | (℃×小時) | ||
| C90類 | 110 | 270 | 270 | 260 | 240 | 100 | 80 | 130 x 5 |
| C30類 | 130-140 | 270 | 270 | 260 | 240 | 100 | 80 | 130 x 5 |
注:干燥機(jī)為除濕型料斗式.
成型機(jī)容量:注射量的1.5~2.0倍
螺桿:帶有逆流防止閥,進(jìn)行硬化處理
噴嘴:無閥,孔徑4mm以上
原文鏈接:http://www.whzyzx.cn/skill/jishuleibieA/FR/PET.html 轉(zhuǎn)載請注明來源
上一篇:塑料退火
下一篇:巴斯夫塑料型號的命名方式查詢