Ultraform® S 1320 003 PRO AT
聚甲醛 (POM) 共聚物
德國巴斯夫-BASF Corporation
產(chǎn)品說明:
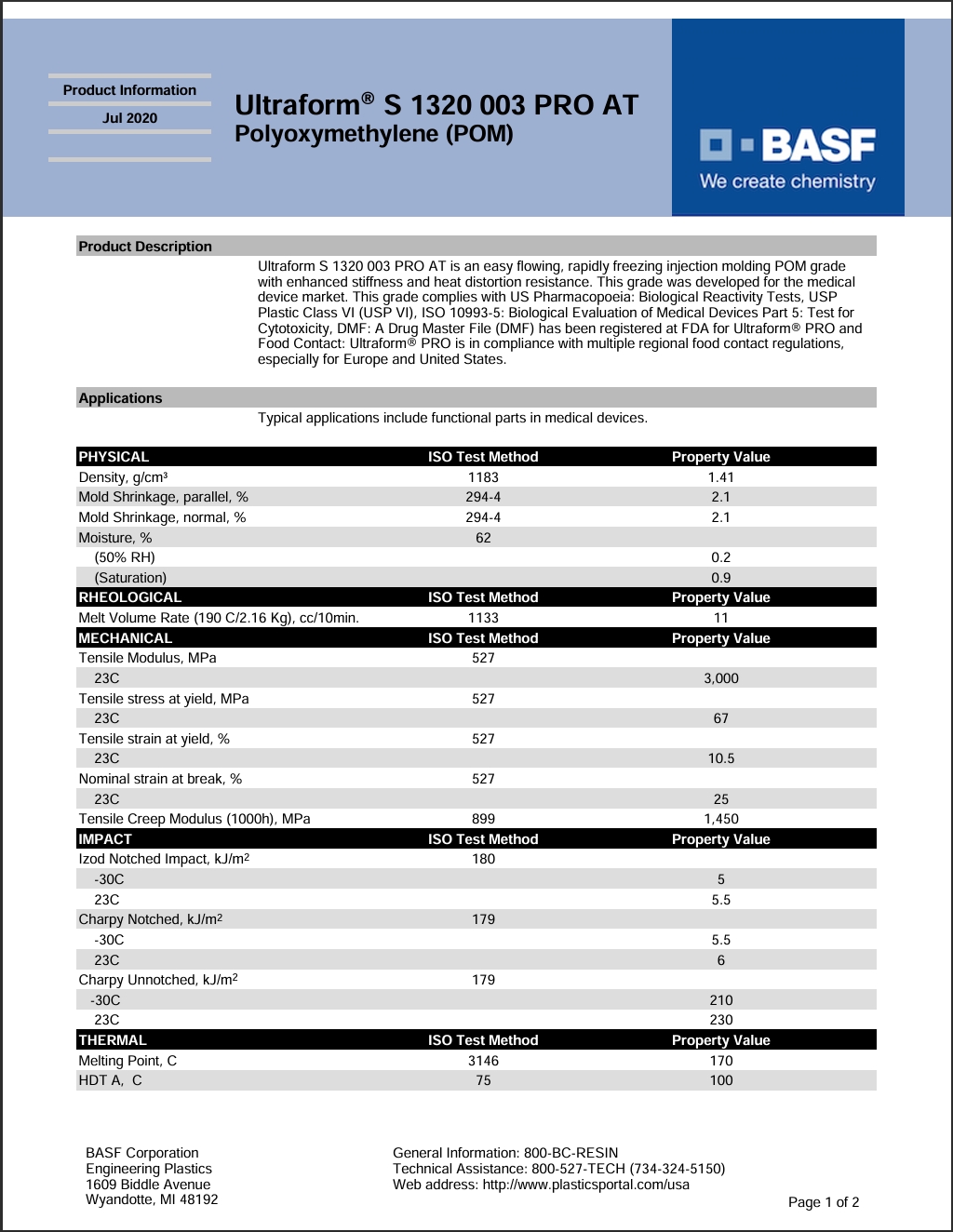
Ultraform S 1320 003 PRO AT is an easy flowing, rapidly freezing injection molding POM grade with enhanced stiffness and heat distortion resistance. This grade was developed for the medical device market. This grade complies with US Pharmacopoeia: Biological Reactivity Tests, USP Plastic Class VI (USP VI), ISO 10993-5: Biological Evaluation of Medical Devices Part 5: Test for Cytotoxicity, DMF: A Drug Master File (DMF) has been registered at FDA for Ultraform® PRO and Food Contact: Ultraform® PRO is in compliance with multiple regional food contact regulations, especially for Europe and United States.
Typical applications include functional parts in medical devices.
材料特性:良好的流動性,良好剛性,耐熱性良好,食品接觸的合規(guī)性
材料用途:醫(yī)療/護(hù)理用品
加工方法:顆粒注射成型
供貨地區(qū):北美洲
中國代理:蘇州希普能工程塑料
Ultraform® S 1320 003 PRO AT巴斯夫POM中文加工參數(shù)表
| 物理性能 | 額定值 | 單位制 | 測試方法 |
| 密度 | 1.41 | g/cm³ | ISO 1183 |
| 熔融體積流量(MVR)(190℃/2.16kg) | 11 | cm³/10min | ISO 1133 |
| 收縮率 | ISO 294-4 | ||
| 垂直 | 2.1 | % | |
| 流動 | 2.1 | % | |
| 吸水率 | ISO 62 | ||
| 飽和,23℃ | 0.90 | % | |
| 平衡,23℃,50% RH | 0.20 | % | |
| 機(jī)械性能 | 額定值 | 單位制 | 測試方法 |
| 拉伸模量(23℃) | 3000 | MPa | ISO 527-1 |
| 拉伸應(yīng)力(屈服,23℃) | 67.0 | MPa | ISO 527-2 |
| 拉伸應(yīng)變(屈服,23℃) | 11 | % | ISO 527-2 |
| 標(biāo)稱拉伸斷裂應(yīng)變(23℃) | 25 | % | ISO 527-2 |
| 拉伸蠕變模量(1000hr) | 1450 | MPa | ISO 899-1 |
| 沖擊性能 | 額定值 | 單位制 | 測試方法 |
| 簡支梁缺口沖擊強(qiáng)度 | ISO 179 | ||
| -30℃ | 5.5 | kJ/m² | |
| 23℃ | 6.0 | kJ/m² | |
| 簡支梁無缺口沖擊強(qiáng)度 | ISO 179 | ||
| -30℃ | 210 | kJ/m² | |
| 23℃ | 230 | kJ/m² | |
| 懸壁梁缺口沖擊強(qiáng)度 | ISO 180 | ||
| -30℃ | 5.0 | kJ/m² | |
| 23℃ | 5.5 | kJ/m² | |
| 熱性能 | 額定值 | 單位制 | 測試方法 |
| 載荷下熱變形溫度(1.8 MPa,未退火) | 100 | ℃ | ISO 75-2/A |
| 溶融溫度(DSC) | 170 | ℃ | ISO 3146 |
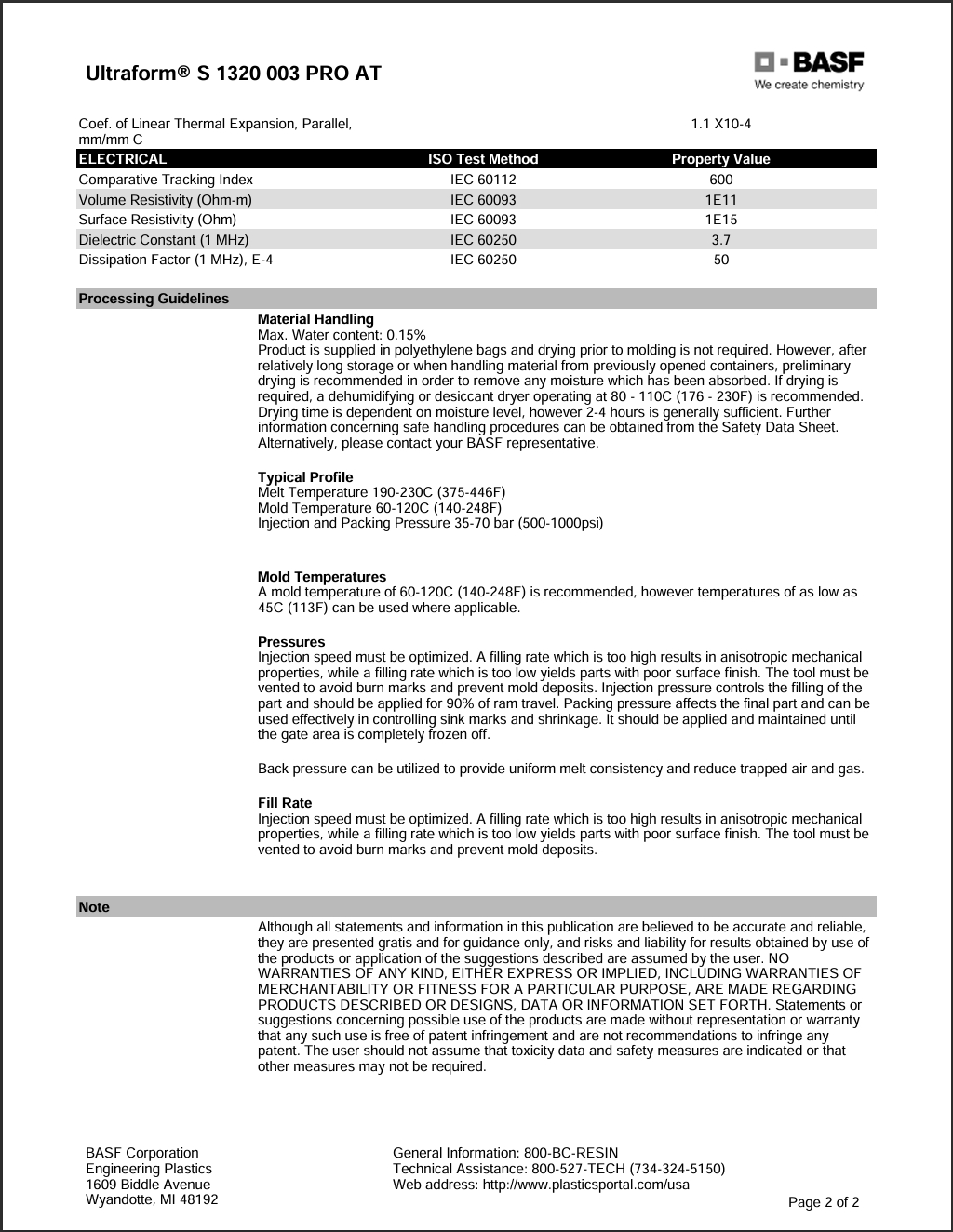
| 線形熱膨脹系數(shù)-流動 | 1.1E-4 | cm/cm/℃ | ISO 11359-2 |
| 電氣性能 | 額定值 | 單位制 | 測試方法 |
| 表面電阻率 | 1.0E+15 | ohms | IEC 60093 |
| 體積電阻率 | 1.0E+13 | ohms·cm | IEC 60093 |
| 介電常數(shù)(1MHz) | 3.70 | IEC 60250 | |
| 耗散因數(shù)(1MHz) | 5.0E-3 | IEC 60250 | |
| 漏電起痕指數(shù)(解決方案A) | 600 | V | IEC 60112 |
| 注射 | 額定值 | 單位制 | |
| 干燥溫度 | 80到110 | ℃ | |
| 干燥時間 | 2.0到4.0 | hr | |
| 建議的最大水分含量 | 0.15 | % | |
| 加工(熔體)溫度 | 190到230 | ℃ | |
| 模具溫度 | 60到120 | ℃ | |
| 注塑壓力 | 3.50到7.00 | MPa | |