Ultraform® W 2320 003 PRO AT
聚甲醛 (POM) 共聚物
德國(guó)巴斯夫-BASF Corporation
產(chǎn)品說(shuō)明:
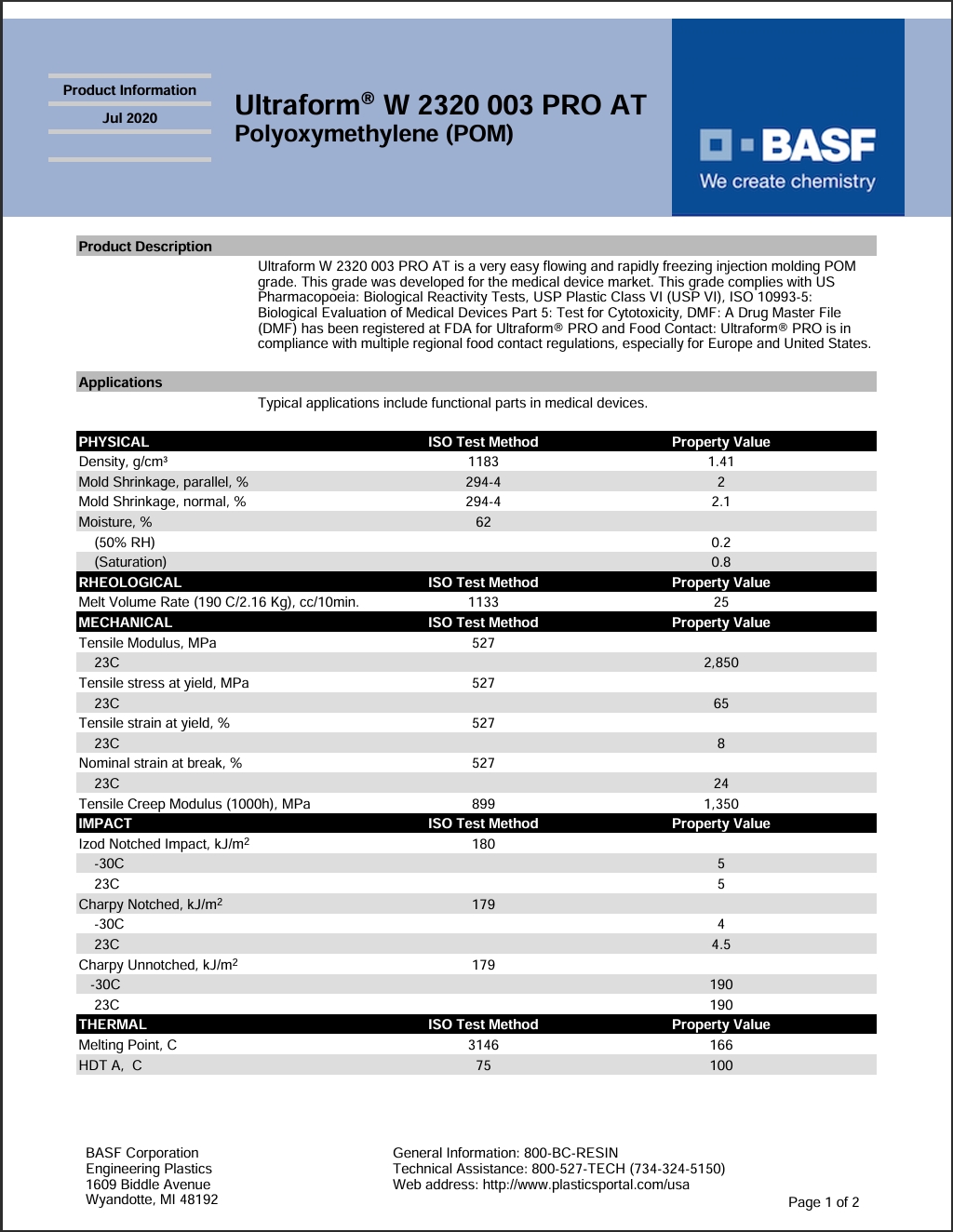
Ultraform W 2320 003 PRO AT is a very easy flowing and rapidly freezing injection molding POM grade. This grade was developed for the medical device market. This grade complies with US Pharmacopoeia: Biological Reactivity Tests, USP Plastic Class VI (USP VI), ISO 10993-5: Biological Evaluation of Medical Devices Part 5: Test for Cytotoxicity, DMF: A Drug Master File (DMF) has been registered at FDA for Ultraform® PRO and Food Contact: Ultraform® PRO is in compliance with multiple regional food contact regulations, especially for Europe and United States.
Typical applications include functional parts in medical devices.
材料特性:良好的流動(dòng)性,食品接觸的合規(guī)性
材料用途:醫(yī)療/護(hù)理用品
加工方法:顆粒注射成型
供貨地區(qū):北美洲
中國(guó)代理:蘇州希普能工程塑料
Ultraform® W 2320 003 PRO AT巴斯夫POM中文加工參數(shù)表
| 物理性能 | 額定值 | 單位制 | 測(cè)試方法 |
| 密度 | 1.41 | g/cm³ | ISO 1183 |
| 熔融體積流量(MVR)(190℃/2.16kg) | 25 | cm³/10min | ISO 1133 |
| 收縮率 | ISO 294-4 | ||
| 垂直 | 2.1 | % | |
| 流動(dòng) | 2.0 | % | |
| 吸水率 | ISO 62 | ||
| 飽和,23℃ | 0.80 | % | |
| 平衡,23℃,50% RH | 0.20 | % | |
| 機(jī)械性能 | 額定值 | 單位制 | 測(cè)試方法 |
| 拉伸模量(23℃) | 2850 | MPa | ISO 527-1 |
| 拉伸應(yīng)力(屈服,23℃) | 65.0 | MPa | ISO 527-2 |
| 拉伸應(yīng)變(屈服,23℃) | 8.0 | % | ISO 527-2 |
| 標(biāo)稱拉伸斷裂應(yīng)變(23℃) | 24 | % | ISO 527-2 |
| 拉伸蠕變模量(1000hr) | 1350 | MPa | ISO 899-1 |
| 沖擊性能 | 額定值 | 單位制 | 測(cè)試方法 |
| 簡(jiǎn)支梁缺口沖擊強(qiáng)度 | ISO 179 | ||
| -30℃ | 4.0 | kJ/m² | |
| 23℃ | 4.5 | kJ/m² | |
| 簡(jiǎn)支梁無(wú)缺口沖擊強(qiáng)度 | ISO 179 | ||
| -30℃ | 190 | kJ/m² | |
| 23℃ | 190 | kJ/m² | |
| 懸壁梁缺口沖擊強(qiáng)度 | ISO 180 | ||
| -30℃ | 5.0 | kJ/m² | |
| 23℃ | 5.0 | kJ/m² | |
| 熱性能 | 額定值 | 單位制 | 測(cè)試方法 |
| 載荷下熱變形溫度(1.8 MPa,未退火) | 100 | ℃ | ISO 75-2/A |
| 溶融溫度(DSC) | 166 | ℃ | ISO 3146 |
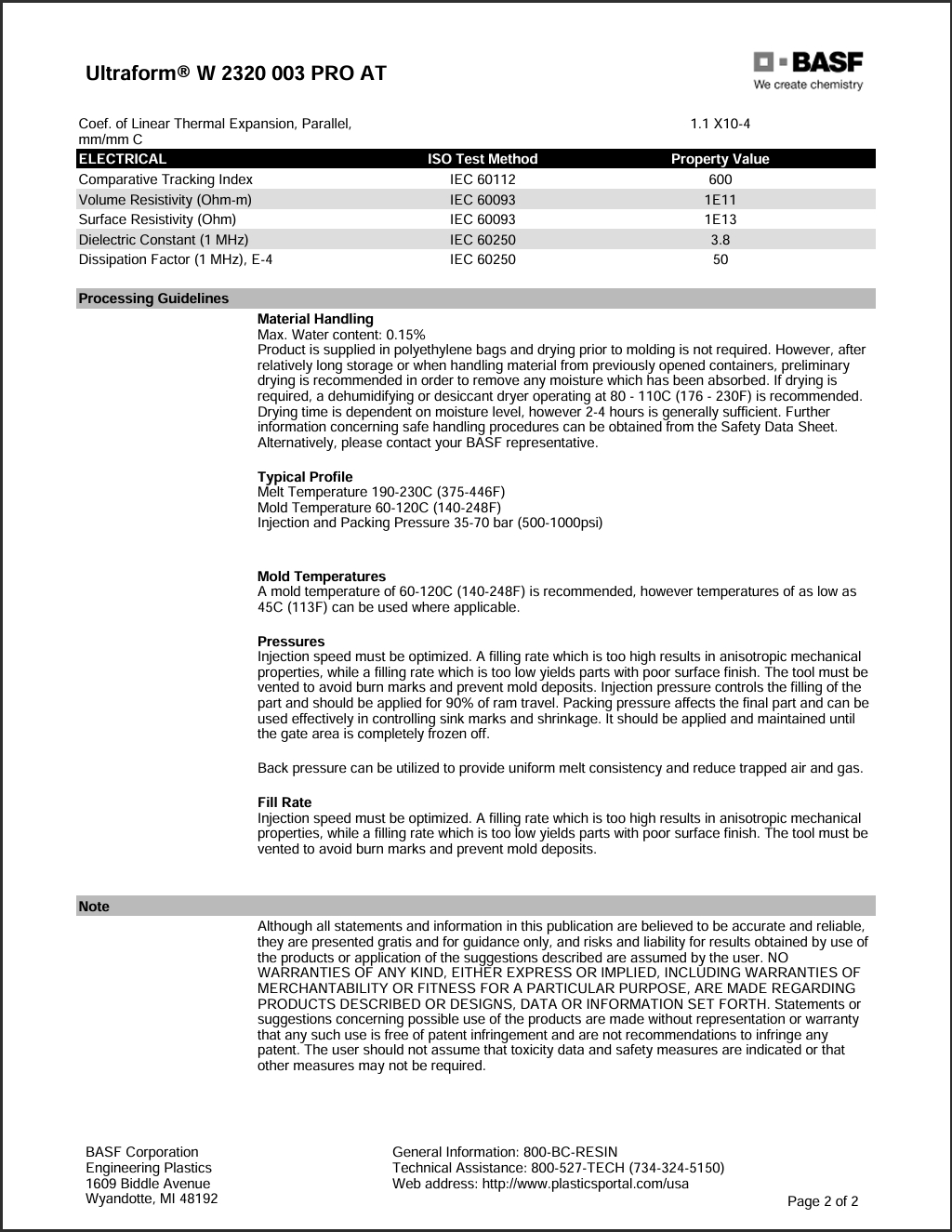
| 線形熱膨脹系數(shù)-流動(dòng) | 1.1E-4 | cm/cm/℃ | ISO 11359-2 |
| 電氣性能 | 額定值 | 單位制 | 測(cè)試方法 |
| 表面電阻率 | 1.0E+13 | ohms | IEC 60093 |
| 體積電阻率 | 1.0E+13 | ohms·cm | IEC 60093 |
| 介電常數(shù)(1MHz) | 3.80 | IEC 60250 | |
| 耗散因數(shù)(1MHz) | 5.0E-3 | IEC 60250 | |
| 漏電起痕指數(shù)(解決方案A) | 600 | V | IEC 60112 |
| 注射 | 額定值 | 單位制 | |
| 干燥溫度 | 80到110 | ℃ | |
| 干燥時(shí)間 | 2.0到4.0 | hr | |
| 建議的最大水分含量 | 0.15 | % | |
| 加工(熔體)溫度 | 190到230 | ℃ | |
| 模具溫度 | 60到120 | ℃ | |
| 注塑壓力 | 3.50到7.00 | MPa | |