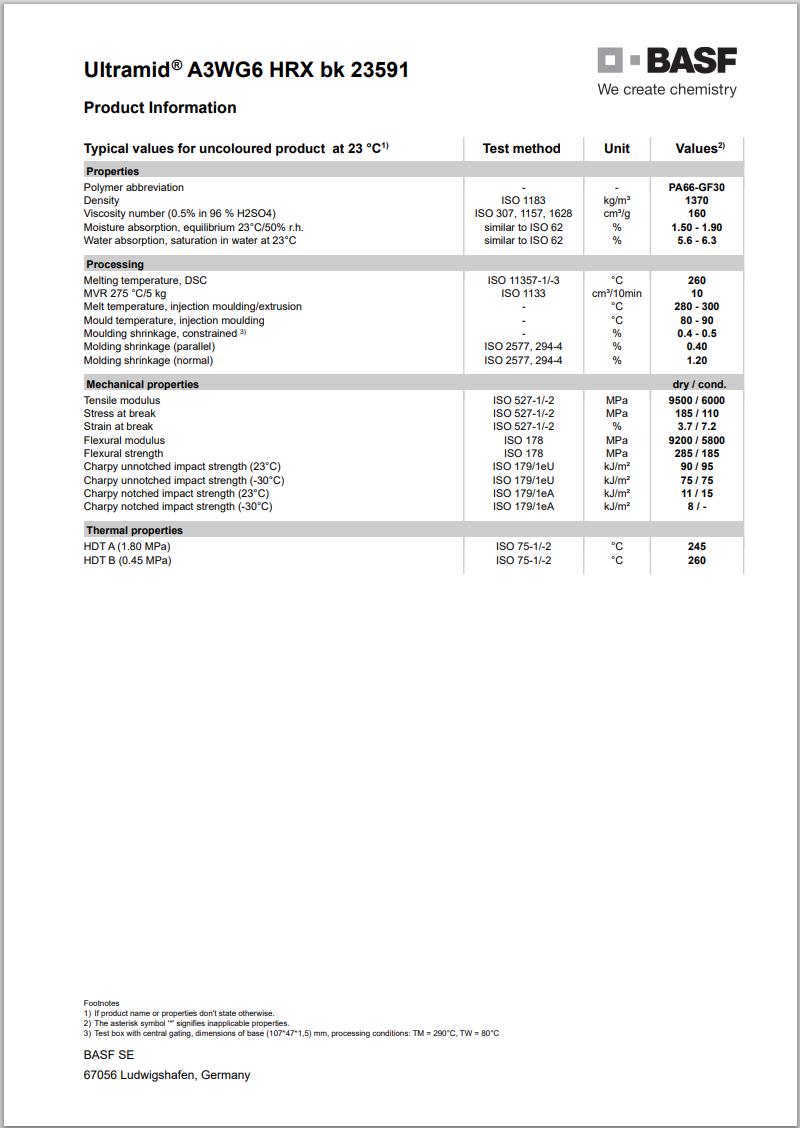
Ultramid® A3WG6 HRX
聚酰胺 66 (尼龍66)PA66
德國巴斯夫-BASF Corporation
產(chǎn)品說明:
Glass fibre reinforced injection moulding grade with enhanced resistance to hydrolysis and heat ageing. I.e.: for applications in the automotive cooling circuit.
增強(qiáng)材料:玻璃纖維30%增強(qiáng)
材料特性:耐水解、耐熱良好、耐油
材料用途:汽車領(lǐng)域的應(yīng)用
加工方法:粒子注射成型
供貨地區(qū):歐洲、亞太地區(qū)
中國代理:蘇州希普能工程塑料
Ultramid® A3WG6 HRX 加工參數(shù)表
| 物理性能 | 干燥 | 調(diào)節(jié)后的 | 單位制 | 測試方法 |
| 密度 | 1.37 | -- | g/cm³ | ISO 1183 |
| 表觀密度 | 0.70 | -- | g/cm³ | |
| 熔融體積流量(MVR)(275℃/5.0 kg) | 10 | -- | cm³/10min | ISO 1133 |
| 收縮率 | ISO 294-4 | |||
| 垂直 | 1.2 | -- | % | |
| 流動(dòng) | 0.40 | -- | % | |
| 吸水率 | ISO 62 | |||
| 飽和,23℃ | 5.6 到 6.3 | -- | % | |
| 平衡,23℃,50% RH | 1.5 到 1.9 | -- | % | |
| 粘數(shù)(96% H2SO4) | 160 | -- | cm³/g | ISO 307 |
| 模具收縮性-constrained1 | 0.40 到 0.50 | -- | % | |
| 機(jī)械性能 | 干燥 | 調(diào)節(jié)后的 | 單位制 | 測試方法 |
| 拉伸模量 | 9500 | 6000 | MPa | ISO 527-1 |
| 拉伸應(yīng)力(斷裂) | 185 | 110 | MPa | ISO 527-2 |
| 拉伸應(yīng)變(斷裂) | 3.7 | 7.2 | % | ISO 527-2 |
| 彎曲模量 | 9200 | 5800 | MPa | ISO 178 |
| 彎曲應(yīng)力 | 285 | 185 | MPa | ISO 178 |
| 沖擊性能 | 干燥 | 調(diào)節(jié)后的 | 單位制 | 測試方法 |
| 簡支梁缺口沖擊強(qiáng)度 | ISO 179/1eA | |||
| -30℃ | 8.0 | -- | kJ/m² | |
| 23℃ | 11 | 15 | kJ/m² | |
| 簡支梁無缺口沖擊強(qiáng)度 | ISO 179/1eU | |||
| -30℃ | 75 | 75 | kJ/m² | |
| 23℃ | 90 | 95 | kJ/m² | |
| 熱性能 | 干燥 | 調(diào)節(jié)后的 | 單位制 | 測試方法 |
| 載荷下熱變形溫度 | ||||
| 0.45 MPa,未退火 | 260 | -- | ℃ | ISO 75-2/B |
| 1.8 MPa,未退火 | 245 | -- | ℃ | ISO 75-2/A |
| 熔融溫度 | 260 | -- | ℃ | ISO 11357-3 |
| 補(bǔ)充信息 | 干燥 | 調(diào)節(jié)后的 | 單位制 | 測試方法 |
| Polymer Abbreviation | PA66-GF30 | -- | ||
| 注射 | 干燥 | 單位制 | ||
| 干燥溫度 | 80 | ℃ | ||
| 干燥時(shí)間 | 4.0 | hr | ||
| 建議的最大水分含量 | 0.15 | % | ||
| 料斗溫度 | 80 | ℃ | ||
| 料筒后部溫度 | 290 | ℃ | ||
| 料筒中部溫度 | 290 | ℃ | ||
| 料筒前部溫度 | 290 | ℃ | ||
| 射嘴溫度 | 290 | ℃ | ||
| 加工(熔體)溫度 | 280 到 300 | ℃ | ||
| 模具溫度 | 80 到 90 | ℃ | ||
| Residence Time | < 10.0 | min | ||
| Screw Speed | < 18 | m/min | ||
| 備注 1Test box with central gating, dimensions of base (107*47*1,5) mm,processing conditions: TM=290℃,TW=80℃ |
||||