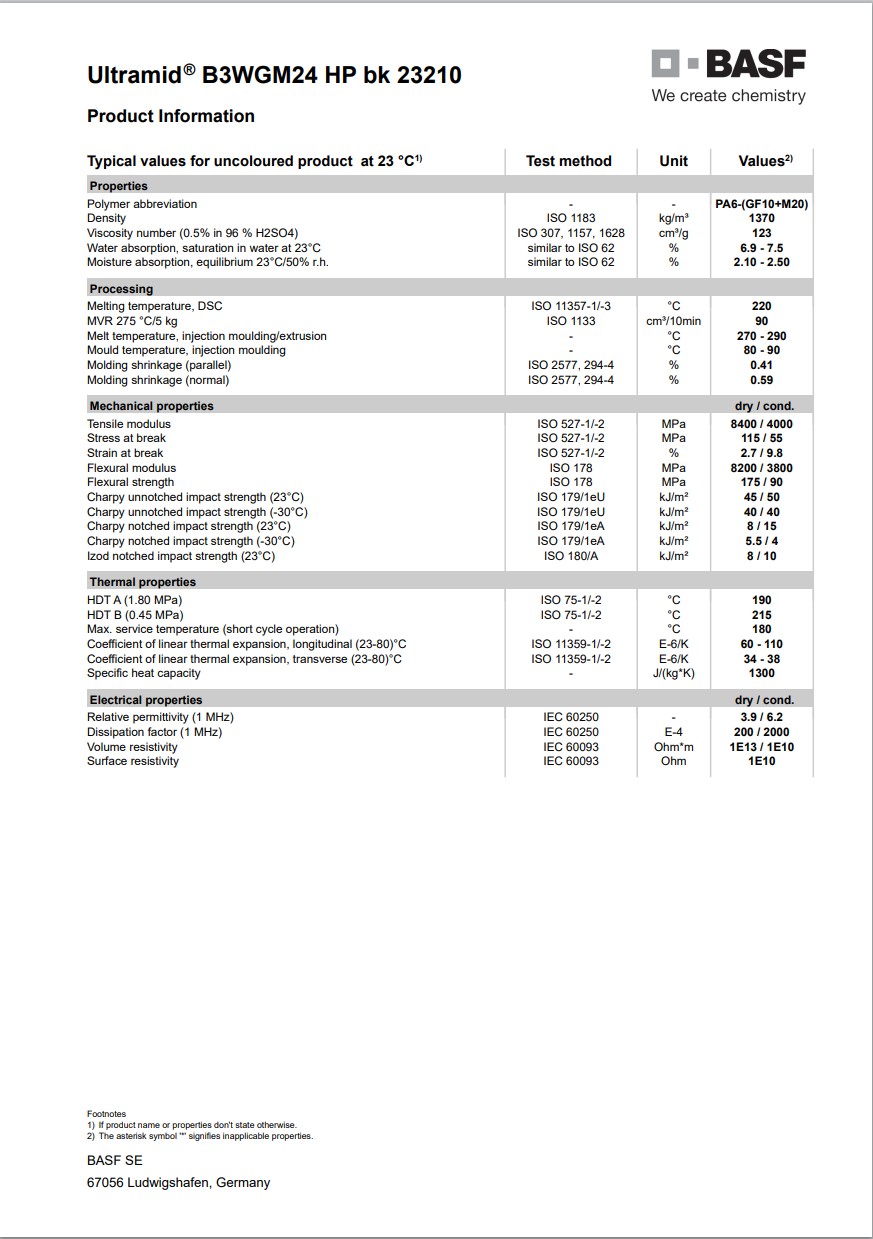
Ultramid® B3WGM24 HP BK23210
聚酰胺6(尼龍6)PA6
德國巴斯夫-BASF Corporation
產品說明:
Glass-fibre and mineral reinforced injection moulding grade with outstanding flowability for industrial articles having medium to high rigidity, used e.g. for automobile engine covers, housings, etc.
增強材料:玻璃纖維10%增強、礦物20%填充
材料特性:流動性高、耐油、中等硬度
材料用途:工業(yè)部件、汽車領域的應用、外殼
加工方法:黑色粒子注射成型
供貨地區(qū):歐洲
中國代理:蘇州希普能工程塑料
Ultramid® B3WGM24 HP BK23210巴斯夫中文加工參數(shù)表
| 物理性能 | 干燥 | 調節(jié)后的 | 單位制 | 測試方法 |
| 密度 | 1.37 | -- | g/cm³ | ISO 1183 |
| 表觀密度 | 0.70 | -- | g/cm³ | |
| 熔融體積流量(MVR)(275℃/5.0 kg) | 90 | -- | cm³/10min | ISO 1133 |
| 收縮率 | ISO 294-4 | |||
| 垂直 | 0.59 | -- | % | |
| 流動 | 0.41 | -- | % | |
| 吸水率 | ISO 62 | |||
| 飽和,23℃ | 6.9到7.5 | -- | % | |
| 平衡,23℃,50% RH | 2.1到2.5 | -- | % | |
| 粘數(shù)(96%H2SO4) | 123 | -- | cm³/g | ISO 307 |
| 機械性能 | 干燥 | 調節(jié)后的 | 單位制 | 測試方法 |
| 拉伸模量 | 8400 | 4000 | MPa | ISO 527-1 |
| 拉伸應力(斷裂) | 115 | 55.0 | MPa | ISO 527-2 |
| 拉伸應變(斷裂) | 2.7 | 9.8 | % | ISO 527-2 |
| 彎曲模量 | 8200 | 3800 | MPa | ISO 178 |
| 彎曲應力 | 175 | 90.0 | MPa | ISO 178 |
| 沖擊性能 | 干燥 | 調節(jié)后的 | 單位制 | 測試方法 |
| 簡支梁缺口沖擊強度 | ISO 179/1eA | |||
| -30℃ | 5.5 | 4.0 | kJ/m² | |
| 23℃ | 8.0 | 15 | kJ/m² | |
| 簡支梁無缺口沖擊強度 | ISO 179/1eU | |||
| -30℃ | 40 | 40 | kJ/m² | |
| 23℃ | 45 | 50 | kJ/m² | |
| 懸壁梁缺口沖擊強度(23℃) | 8.0 | 10 | kJ/m² | ISO 180/A |
| 熱性能 | 干燥 | 調節(jié)后的 | 單位制 | 測試方法 |
| 載荷下熱變形溫度 | ||||
| 0.45 MPa,未退火 | 215 | -- | ℃ | ISO 75-2/B |
| 1.8 MPa,未退火 | 190 | -- | ℃ | ISO 75-2/A |
| 熔融溫度 | 220 | -- | ℃ | ISO 11357-3 |
| 線形熱膨脹系數(shù) | ISO 11359-2 | |||
| 流動:23到80℃ | 6.0E-5到1.1E-4 | -- | cm/cm/℃ | |
| 垂直:23到80℃ | 3.4E-5到3.8E-5 | -- | cm/cm/℃ | |
| 比熱 | 1300 | -- | J/kg/℃ | |
| 最高使用溫度-short cycle operation | 180 | -- | ℃ | |
| 電氣性能 | 干燥 | 調節(jié)后的 | 單位制 | 測試方法 |
| 表面電阻率 | 1.0E+10 | -- | ohms | IEC 60093 |
| 體積電阻率 | 1.0E+15 | 1.0E+12 | ohms·cm | IEC 60093 |
| 相對電容率(1MHz) | 3.90 | 6.20 | IEC 60250 | |
| 耗散因數(shù)(1MHz) | 0.020 | 0.20 | IEC 60250 | |
| 補充信息 | 材料識別 | 單位制 | 測試方法 | |
| Polymer Abbreviation | PA6-(GF10+M20) | |||
| 注射 | 干燥 | 單位制 | ||
| 干燥溫度 | 80 | ℃ | ||
| 干燥時間 | 4.0 | hr | ||
| 建議的最大水分含量 | 0.15 | % | ||
| 料斗溫度 | 80 | ℃ | ||
| 料筒后部溫度 | 260 | ℃ | ||
| 料筒中部溫度 | 270 | ℃ | ||
| 料筒前部溫度 | 280 | ℃ | ||
| 射嘴溫度 | 280 | ℃ | ||
| 加工(熔體)溫度 | 270到290 | ℃ | ||
| 模具溫度 | 80到90 | ℃ | ||
| Residence Time | < 10.0 | min | ||
| Screw Speed | < 18 | m/min | ||