Ultramid® 8333G HI HS BK102
聚酰胺 6(尼龍6)PA6-GF33
德國巴斯夫-BASF Corporation
Ultramid® 8333G HI HS BK102 is a 33% glass reinforced, impact modified PA6 injection molding compound pigmented black developed for applications requiring improved dry as molded toughness in combination with a balance of strength, stiffness and excellent moldability/surface aesthetics.
Ultramid® 8333G HI HS BK102 is generally recommended for application such as front wheel chair wheels, bicycle wheels, power tool housings, chain saw housings, clips and fasteners, hose clamps and window hardware.
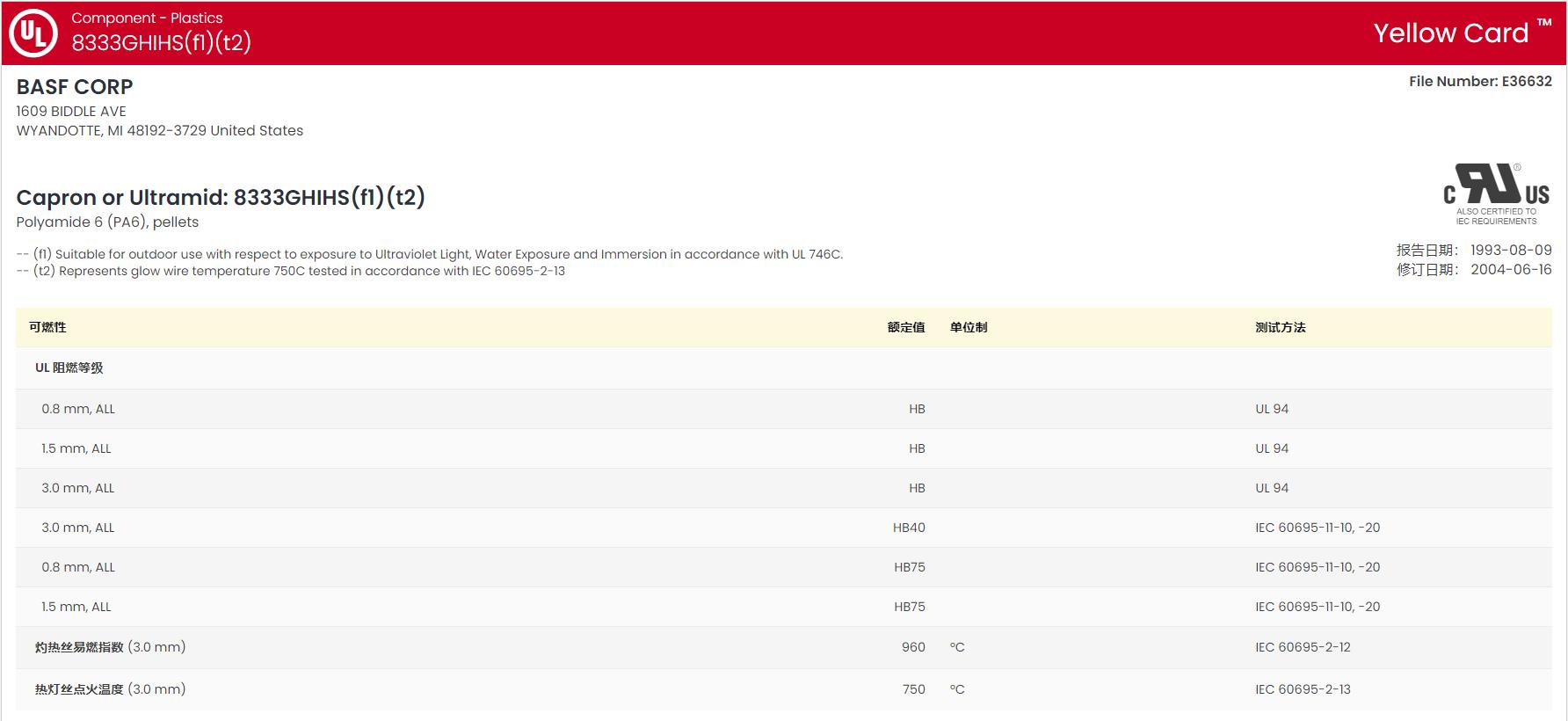
黃卡號碼:E36632-231152
增強材料:玻璃纖維33%增強
含添加劑:增韌劑
材料特性:沖擊改性、易成型、良好的強度、良好剛性、韌性良好、外觀良好
材料用途:車輪、動力/其它工具、緊固件、外殼
加工方法:黑色粒子注射成型
供貨地區(qū):北美洲
中國代理:蘇州希普能工程塑料
Ultramid® 8333G HI HS BK102 加工參數(shù)表
| 物理性能 | 額定值 | 單位制 | 測試方法 |
| 密度 | 1.34 | g/cm³ | ISO 1183 |
| 吸水率 | ISO 62 | ||
| 24 hr,23℃ | 0.90 | % | |
| 飽和,23℃ | 5.5 | % | |
| 平衡,23℃,50% RH | 1.5 | % | |
| 機械性能 | 額定值 | 單位制 | 測試方法 |
| 拉伸模量(23℃) | 9250 | MPa | ISO 527-1 |
| 拉伸應(yīng)力(屈服,23℃) | 137 | MPa | ISO 527-2/50 |
| 拉伸應(yīng)變(屈服,23℃) | 2.4 | % | ISO 527-2/50 |
| 彎曲模量(23℃) | 8460 | MPa | ISO 178 |
| 彎曲應(yīng)力(23℃) | 210 | MPa | ISO 178 |
| 沖擊性能 | 額定值 | 單位制 | 測試方法 |
| 簡支梁缺口沖擊強度 | ISO 179/1eA | ||
| -30℃ | 10 | kJ/m² | |
| 23℃ | 15 | kJ/m² | |
| 簡支梁無缺口沖擊強度(23℃) | 68 | kJ/m² | ISO 179/1eU |
| 懸壁梁缺口沖擊強度 | ISO 180/A | ||
| -40℃ | 13 | kJ/m² | |
| 23℃ | 16 | kJ/m² | |
| 熱性能 | 額定值 | 單位制 | 測試方法 |
| 載荷下熱變形溫度 | |||
| 0.45 MPa,未退火 | 220 | ℃ | ISO 75-2/B |
| 1.8 MPa,未退火 | 201 | ℃ | ISO 75-2/A |
| 熔融溫度 | 217 | ℃ | ISO 11357-3 |
| RTI Elec | UL 746B | ||
| 0.8 mm | 140 | ℃ | |
| 1.6 mm | 140 | ℃ | |
| 3.2 mm | 140 | ℃ | |
| RTI Imp | UL 746B | ||
| 1.6 mm | 115 | ℃ | |
| 3.2 mm | 120 | ℃ | |
| RTI | UL 746B | ||
| 0.8 mm | 130 | ℃ | |
| 1.6 mm | 140 | ℃ | |
| 3.2 mm | 140 | ℃ | |
| 可燃性 | 額定值 | 單位制 | 測試方法 |
| UL 阻燃等級 | |||
| 3.0 mm | HB | UL 94,IEC 60695-11-10,-20 | |
| 0.8 mm | HB | IEC 60695-11-10,-20 | |
| 1.5 mm | HB | IEC 60695-11-10,-20 | |
| 注射 | 額定值 | 單位制 | |
| 干燥溫度 | 83 | ℃ | |
| 干燥時間 | 2.0 到 4.0 | hr | |
| 建議的最大水分含量 | 0.080 | % | |
| 料筒后部溫度 | 245 到 275 | ℃ | |
| 料筒中部溫度 | 260 到 285 | ℃ | |
| 料筒前部溫度 | 270 到 295 | ℃ | |
| 射嘴溫度 | 270 到 295 | ℃ | |
| 加工(熔體)溫度 | 270 到 295 | ℃ | |
| 模具溫度 | 80 到 95 | ℃ | |