Ultramid® B3ZG7 OSI BK23273
聚酰胺6(尼龍6)PA6
德國(guó)巴斯夫-BASF Corporation
產(chǎn)品說(shuō)明:
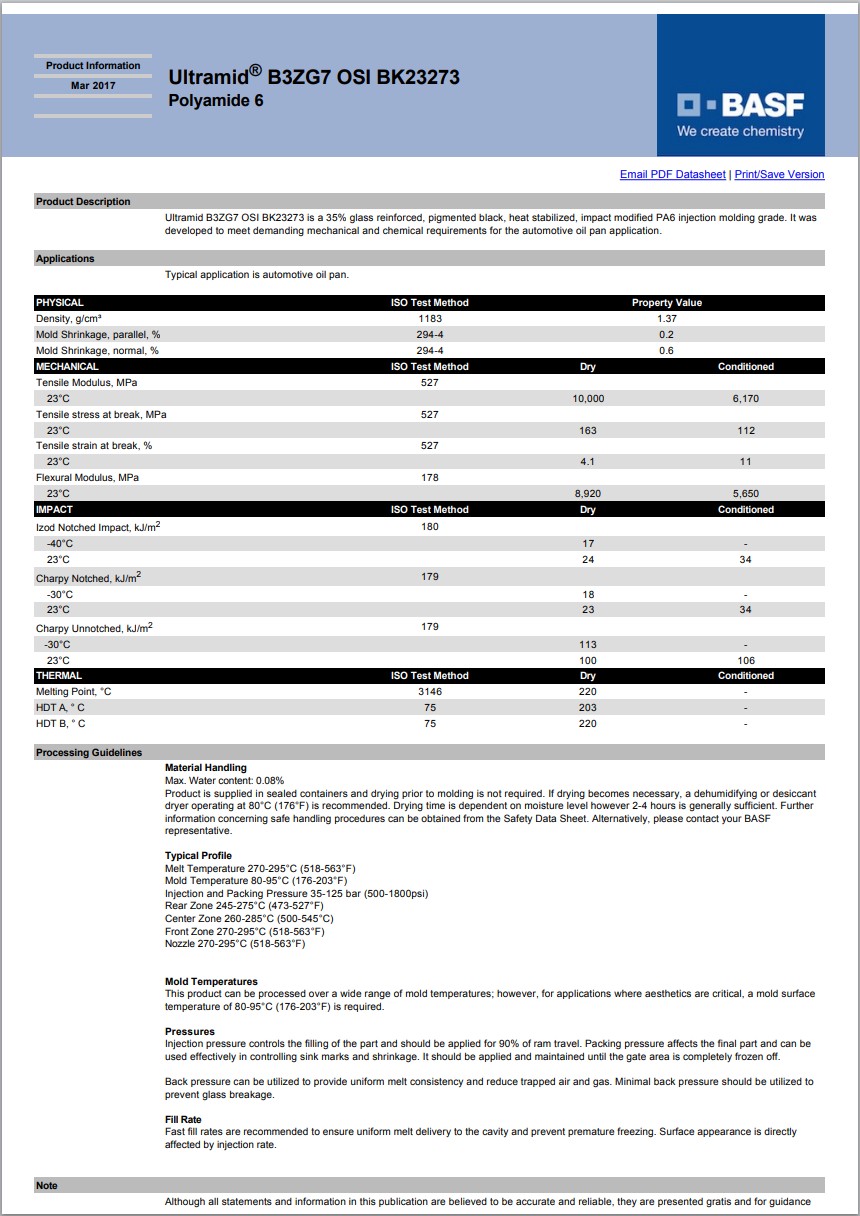
Ultramid B3ZG7 OSI BK23273 is a 35% glass reinforced, pigmented black, heat stabilized, impact modified PA6 injection molding grade. It was developed to meet demanding mechanical and chemical requirements for the automotive oil pan application.
Applications
Typical application is automotive oil pan.
增強(qiáng)材料:玻璃纖維35%增強(qiáng)
含添加劑:增韌劑、熱穩(wěn)定劑
材料特性:抗沖擊、熱穩(wěn)定
材料用途:汽車(chē)油底殼
加工方法:黑色粒子注射成型
供貨地區(qū):北美洲、亞太地區(qū)
中國(guó)代理:蘇州希普能工程塑料
Ultramid® B3ZG7 OSI BK23273 巴斯夫中文加工參數(shù)表
| 物理性能 | 干燥 | 調(diào)節(jié)后的 | 單位制 | 測(cè)試方法 |
| 密度 | 1.36 | -- | g/cm³ | ISO 1183 |
| 收縮率 | ISO 294-4 | |||
| 垂直 | 0.60 | -- | % | |
| 流動(dòng) | 0.20 | -- | % | |
| 機(jī)械性能 | 干燥 | 調(diào)節(jié)后的 | 單位制 | 測(cè)試方法 |
| 拉伸模量(23℃) | 10000 | 6170 | MPa | ISO 527-1 |
| 拉伸應(yīng)力(斷裂,23℃) | 163 | 112 | MPa | ISO 527-2 |
| 拉伸應(yīng)變(斷裂,23℃) | 4.1 | 11 | % | ISO 527-2 |
| 彎曲模量(23℃) | 8920 | 5650 | MPa | ISO 178 |
| 沖擊性能 | 干燥 | 調(diào)節(jié)后的 | 單位制 | 測(cè)試方法 |
| 簡(jiǎn)支梁缺口沖擊強(qiáng)度 | ISO 179 | |||
| -30℃ | 18 | -- | kJ/m² | |
| 23℃ | 23 | 34 | kJ/m² | |
| 簡(jiǎn)支梁無(wú)缺口沖擊強(qiáng)度 | ISO 179 | |||
| -30℃ | 110 | -- | kJ/m² | |
| 23℃ | 100 | 110 | kJ/m² | |
| 懸壁梁缺口沖擊強(qiáng)度 | ISO 180 | |||
| -40℃ | 17 | -- | kJ/m² | |
| 23℃ | 24 | 34 | kJ/m² | |
| 熱性能 | 干燥 | 調(diào)節(jié)后的 | 單位制 | 測(cè)試方法 |
| 載荷下熱變形溫度 | ||||
| 0.45 MPa,未退火 | 220 | -- | ℃ | ISO 75-2/B |
| 1.8 MPa,未退火 | 203 | -- | ℃ | ISO 75-2/A |
| 溶融溫度(DSC) | 220 | -- | ℃ | ISO 3146 |
| 注射 | 干燥 | 單位制 | ||
| 干燥溫度 | 80 | ℃ | ||
| 干燥時(shí)間 | 2.0 到 4.0 | hr | ||
| 建議的最大水分含量 | 0.080 | % | ||
| 料筒后部溫度 | 245 到 275 | ℃ | ||
| 料筒中部溫度 | 260 到 285 | ℃ | ||
| 料筒前部溫度 | 270 到 295 | ℃ | ||
| 射嘴溫度 | 270 到 295 | ℃ | ||
| 加工(熔體)溫度 | 270 到 295 | ℃ | ||
| 模具溫度 | 80 到 95 | ℃ | ||
| 注塑壓力 | 3.50 到 12.5 | MPa | ||
| 注射速度 | 快速 | |||